- Einkomponentige Klebstoffe
- Anaerobe Klebstoffe
Anaerobe Klebstoffe
Einführung
Anaerob härtende Kleb- und Dichtstoffe finden im Maschinenbau, im Metallbau, in der Fluidtechnik und im Reparaturbereich Anwendung.
Die hervorragende Beständigkeit gegenüber thermischer Belastung wie auch die hohe Resistenz gegenüber aggressiven Medien zeichnen diese Produkte aus.
Aushärtung
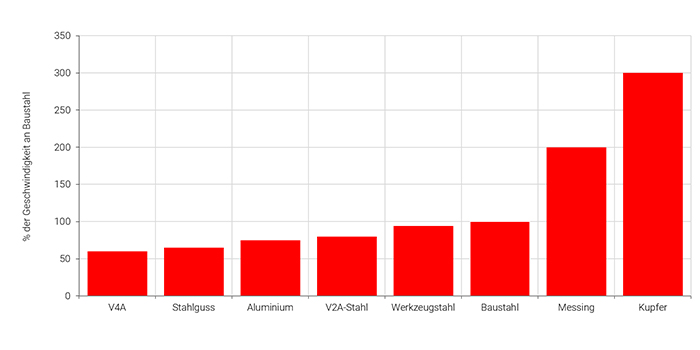
Die Produktaushärtung (Polymerisation) erfolgt unter Luftsauerstoffausschluss (anaerob) und der katalytischen Einwirkung eines Metalls. Die produktspezifische ushärtegeschwindigkeit wird durch verschiedene Faktoren beeinflusst.
Relative Aushärtegeschwindigkeit anaerober Produkte in Abhängigkeit vom Material
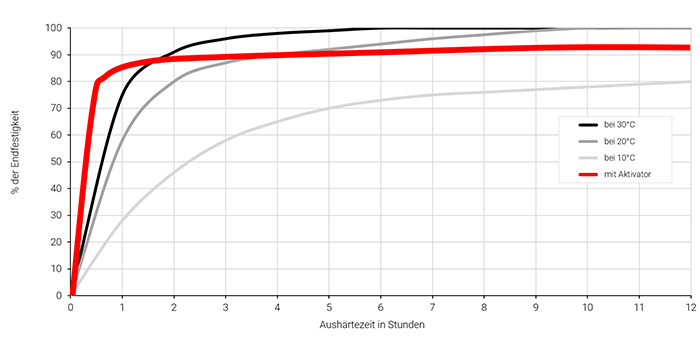
Einfluss der Umgebungstemperatur auf das Aushärteverhalten anaerob härtender Kleb- und Dichtstoffe
Endfestigkeit
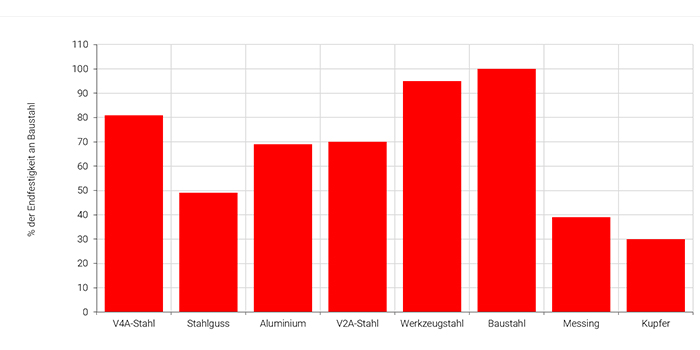
Die Endfestigkeit der Klebstoffe wird durch verschiedene Parameter beeinflusst
Druckscherfestigkeit eines anaeroben Klebstoffs nach ISO 10123 in Abhängigkeit vom Metall
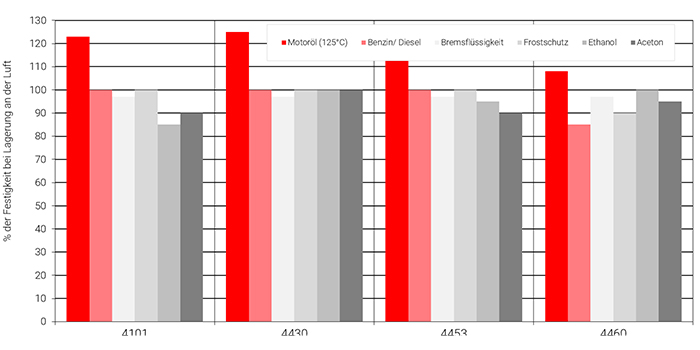
Druckscherfestigkeit nach ISO 10123 von anaerob härtenden Klebstoffen nach 500 stündiger Auslagerung in den genannten Medien
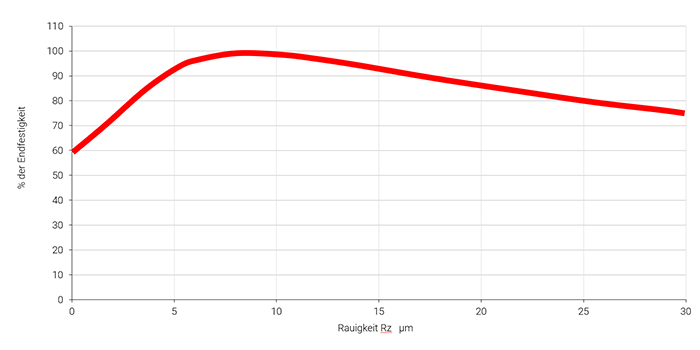
Druckscherfestigkeit anaerober Klebstoffe nach ISO 10123 in Abhängigkeit von der Oberflächenrauigkeit
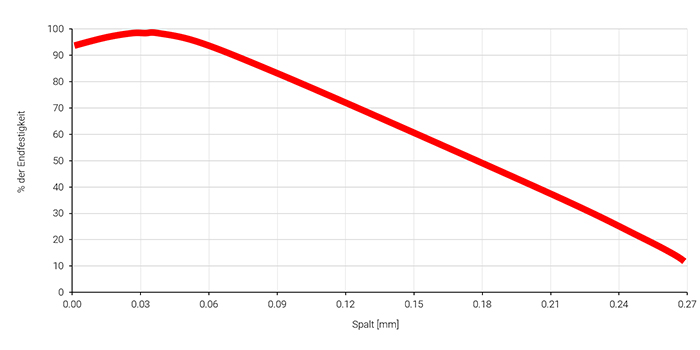
Druckscherfestigkeit anaerober Klebstoffe nach ISO 10123 in Abhängigkeit vom Fügespalt
Temperaturverhalten
Druckscherfestigkeit einer anaeroben Standard-Fügeverbindung nach ISO 10123 in Abhängigkeit von der Lager- und Prüftemperatur
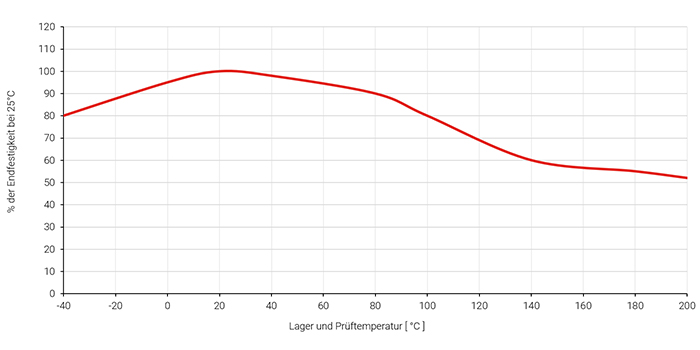
Anschließende Lagerung für 24 Stunden bei der genannten Prüftemperatur
Druckscherfestigkeit einer anaerob härtenden Fügeverbindung nach ISO 10123 in Abhängigkeit von der Betriebstemperatur und -zeit
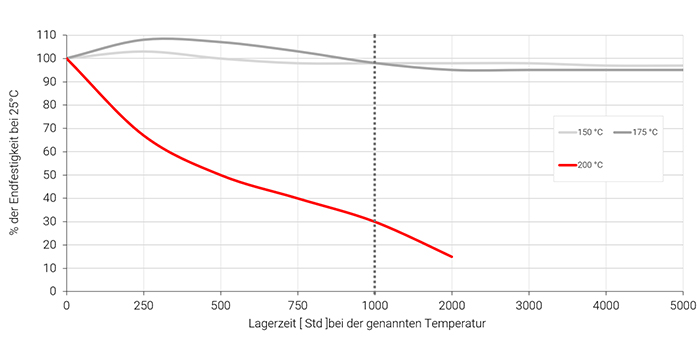
Anschließende Auslagerung bei der genannten Betriebstemperatur
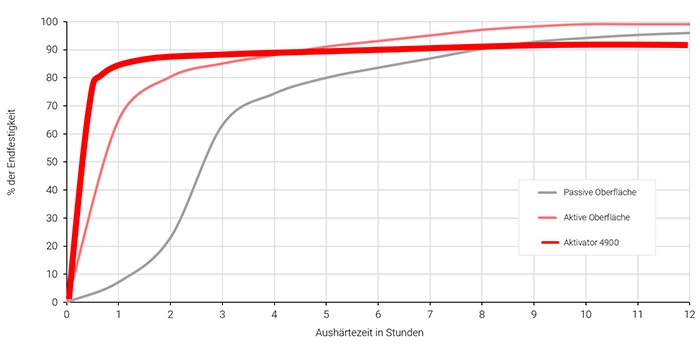
Einfluss eines Aktivators (hier 4900) auf die Aushärtegeschwindigkeit anerober Kleb- und Dichtstoffe
Anwendungsgebiete
Die Produkte eignen sich zum Sichern von Gewindeverbindungen, zum Befestigen von Fügeteilen sowie zum Abdichten von Rohrverschraubungen und Flächen in der Metallbranche. Dafür stehen unterschiedliche Festigkeitsabstufungen und Viskositäten zur Verfügung.
Sichern von Gewindeverbindungen
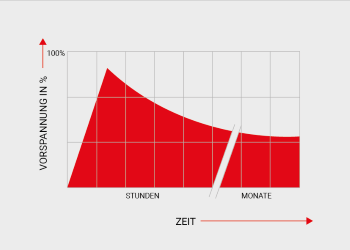
Eine Schraubenverbindung ist nur so fest, wie sie vorgespannt ist. Grösste Aufmerksamkeit muss deshalb darauf gelegt werden, dass diese Vorspannkraft erreicht wird und erhalten bleibt.
Seit der Erfindung vor über 200 Jahren zählt die Schraube zu den unersetzlichen Konstruktionselementen. Sie gehört zu den lösbaren, kraftschlüssigen Verbindungsarten.

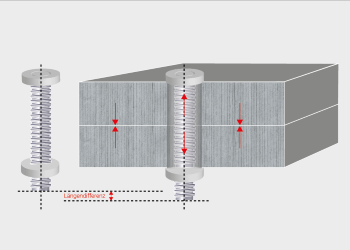
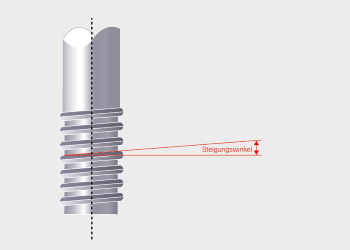
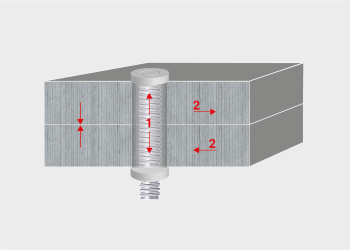
Beim Anziehen einer Schraubenverbindung wird aufgrund ihrer Elastizität der Schraubenschaft gedehnt. Die elastische Verformung erzeugt eine Vorspannkraft, wodurch die Bauteile Teile fest gegeneinandergepresst werden. Dabei hat die Gewindesteigung einen wesentlichen Einfluss auf die Vorspannkraft wie auch auf die Selbsthemmung (Lösen) des Gewindes. Je kleiner der Steigungswinkel ist, umso grösser ist der Selbsthemmungseffekt.
Das Lösen von geschraubten Verbindungen - was ist zu beachten?
- Die axial-dynamische Belastung
Die Belastung, welche zur Achse der Schraube wirkt. Diese führt zu Deformationen, welche die Vorspannkraft abfallen lassen.
Merke: Das ungewollte Lösen durch die axiale Belastung ist durch eine optimale Auslegung der Konstruktion, eine richtige Dimensionierung der Schraube sowie durch eine entsprechende Qualität des Materials und der Oberfläche zu beherrschen.
- Die transversal-dynamische Belastung
Wirkt senkrecht zur Achse der Schraube. Sie führt zur Verringerung des Reibschlusses und dadurch zum Abfallen der Vorspannkraft.
Merke: Ein Lösen durch die transversale Belastung ist nur zu verhindern, wenn die teilweise oder vollständige Aufhebung der Reibkräfte in den Gewindegängen verhindert wird.
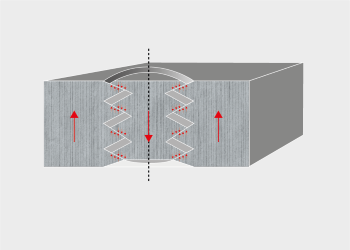
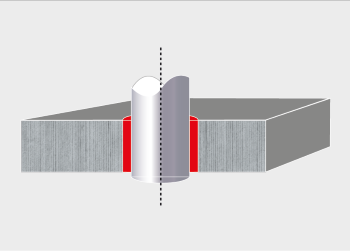
Das Sichern mit anaeroben Klebstoffen
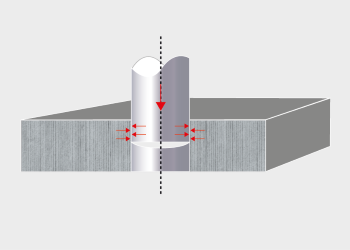
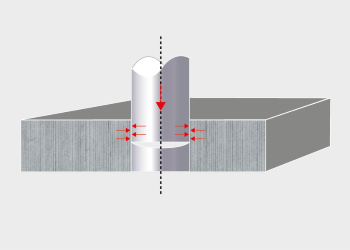
Ein anaerob härtender Klebstoff füllt im flüssigen Zustand die freien Räume zwischen den Gewindeflanken aus, härtet aus und verhindert ein Setzen und Abgleiten.
Die Veränderung des Reibwerts
In den Konstruktionsberechnungen werden die von den Schraubenherstellern angegebenen Reibwerte μ von 0,12 bis 0,15 zugrunde gelegt. Dass aber die Gewindereibwerte durch den Einsatz von anaeroben Klebstoffen verändert werden und sich dadurch andere Montagevoraussetzungen ergeben, wird vielfach nicht berücksichtigt.
Je nach Produkt erhöhen sich jedoch die Gewindereibwerte μ auf 0,22 bis 0,3! Welche Auswirkungen diese Veränderungen der Reibwerte auf die Vorspannkraft einer Schraubenverbindung haben, soll als Beispiel aufgeführt sein:
Schraube: M 10 x 35 – DIN 933 – 8.8 geschwärzt
Mutter: M 10 – DIN 934 – 8 blank
Spannhülse: Stahl, gehärtet
Vorbehandlung: Geklebte Verbindungen – Schrauben / Muttern entfettet
Produkte: 1 = Standardprodukt mittelfest
2 = 4052 mittelfest
Ergebnis: Mittelwerte aus 5 Versuchen
| Ermittlung der Reibwerte | |||
|---|---|---|---|
| Schraube/Mutter | geölt | Produkt 1 | Produkt 2 |
| Anzugsmoment (Nm) | 50 | 50 | 50 |
| Vorspannkraft (kN) | 27,6 | 14,6 | 27,6 |
| Reibwert μ Gewinde | 0,13 | 0,27 | 0,13 |
Anaerobe Schraubensicherungen mit niedrigen Reibwerten sind z. B.:
4003 niedrigfest
4052 mittelfest
4100 hochfest
Befestigen von Fügeteilen
Typische Anwendungen sind Lager- und Buchsenbefestigung in Gehäusen sowie Wellen/Nabenverbindungen. Dabei stehen unterschiedliche Verbindungsarten zur Verfügung.
Um eine optimale Benetzung zu erreichen, sind die Teile mit ca. 30 ° anzufasen.
Bei Schrumpfpassungen kann durch die Kombination mit einem anaerob härtenden Klebstoff eine wesentliche Qualitätsverbesserung und Festigkeitserhöhung erzielt werden. Dabei müssen folgende Parameter berücksichtigt werden:
- Die Fügeteiltemperatur darf mit einem hochfesten, wärmebeständigen Klebstoff +180 °C nicht übersteigen.
- Der Klebstoff muss auf die «kalte» Fügeteiloberfläche aufgetragen werden.
- Ein Herabkühlen des inneren Fügepartners birgt die Gefahr von Kondenswasserbildung, die sich langfristig negativ auf die Güte der Klebung auswirkt. Deshalb ist eine Heisspresspassung vorzuziehen
- Es muss ein langsam härtender Klebstoff ausgewählt werden.
- Das Übermass darf nicht zu gross gewählt werden.
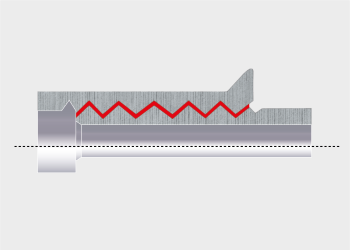
Presspassungen
Auch bei der Presspassung wirkt sich die Kombination mit einem anaeroben Klebstoff positiv auf Qualität und Festigkeit aus. Hierbei sind folgende Bedingungen zu berücksichtigen.
- Die Benetzung beider Fügeteile ist wichtig, denn dadurch wird ein Abreissen des Klebstofffilms verhindert.
- Das Übermass darf nicht zu gross sein.
- Es muss ein langsam härtender Klebstoff ausgewählt werden, da durch die entstehende Reibungswärme der Klebstoff vorzeitig aushärten kann.
- Bei zu grossen Überdeckungslängen kann in der Verbindung ein Klebstoffmangel entstehen, welcher zum Abreissen des Klebstofffilms führt.
- Optimal ist eine Oberflächenrauigkeit von N7 bis N8
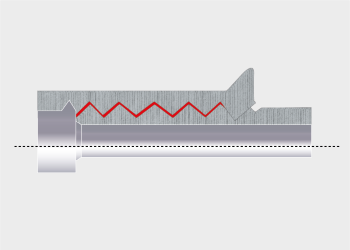
Spielpassungen
Für Spielpassungen (Schiebesitz) ist der Einsatz anaerob härtender Klebstoffe ideal, denn der Klebstoff überbrückt Spalttoleranzen, füllt den Fügespalt komplett aus und sorgt durch vollständigen Stoffschluss, neben optimaler Lastübetragung, auch für Dichtigkeit gegenüber Gasen und Flüssigkeiten.
Mikrobewegungen und daraus resultierende Korrosion werden zuverlässig verhindert. Hierbei ist wichtig:
- Der Klebstoffauftrag soll nach Möglichkeit auf beide Fügeteilflächen erfolgen.
- Das Fügen der Teile ist unter leichter Drehbewegung (~ 90°) durchzuführen.
- Keine Bewegung der Teile während des Aushärteprozesses.
- Eine vertikale Lagerung der Teile bis zur erfolgten Aushärtung.
Abdichten von Rohrgewindedichtungen
Mit den anaeroben Klebstoffen können Rohrgewindeverbindungen gegen chemische Medien, auch unter Temperatureinwirkung, hohem Druck und Vibrationen zuverlässig abgedichtet und gesichert werden.
Merke: Die Gewinde sind nach Norm zu schneiden. Eine Gewindeverbindung sollte bei der Montage immer angezogen werden, d. h. die Gewindeflanken müssen gegeneinandergepresst werden. Nur so kann ein anaerober Klebstoff die gestellten, hohen Anforderungen erfüllen.
Die gebräuchlichen Gewindearten sind:
Der noch flüssige Klebstoff füllt bei der Montage die Hohlräume zwischen den Gewinden vollständig aus, dichtet ab und sichert das Gewinde gegen das ungewollte Lösen. Die Gefahr von Korrosionsbildungen wird ausgeschlossen.
Dabei müssen folgende Parameter mitberücksichtigt werden:
- Das gute Gelingen ist weitgehend vom normgerechten Schneiden der Gewinde abhängig.
- Die Gewindeverbindungen müssen ausreichend benetzt und bei der Montage unvermittelt angezogen werden.
- Ein nachträgliches Positionieren von Bauteilen kann problematisch sein, da dadurch Mikrorisse im Polymeren entstehen können, die später zu Leckagen führen können.
Bedingt durch die stark beschleunigende Wirkung von Kupfer oder kupferhaltigen Legierungen kann es passieren, dass die Aushärtung bereits während des Fügevorgangs beginnt. Dies kann zu Mikrorissen führen, die die Ursache für eventuelle spätere Undichtigkeiten sein können. Deshalb sind zur Prozessabsicherung Vorversuche sinnvoll, wenn die Dichtmittel in kupferhaltigen Verbindungen, die langfristig mit Wasser von > 40°C in Kontakt kommen, verwendet werden. Die Feststellung der Eignung der Produkte für den speziellen Anwendungsfall und Klebeprozess liegt letztlich bei der Verantwortung des Anwenders.
Abdichten von Flächen
Durch den Einsatz von anaeroben, flüssigen Klebstoffen werden die Oberflächenrauigkeiten und Unebenheiten der Bauteilflächen ausgefüllt bzw. überbrückt. Nach Aushärtung der Flächendichtung ist ein «Setzen» ausgeschlossen.
Um eine einwandfreie Dichtung zu erzielen, ist es wichtig:
- Flansche mit ausreichend großer Stegbreite (> 5mm) zu verwenden.
- Eine ausreichende Anzahl Schrauben auf dem Umfang zu planen um gute Flächenpressung zu erzielen.
- Ausreichende Steifigkeit der Verbindung sicherzustellen,
- Die richtige Klebstoff-Wahl zu treffen, so dass eventuell geplante Demontierug möglich ist
- und die notwendige Beständigkeit gegenüber Temperatur, Druck, Medien, usw. erreicht wird.
Gebrauchsanweisung
Aushärtung
Die Aushärtung startet unter Luftausschluss und gleichzeitigem Metallkontakt. Die Aushärtungsgeschwindigkeit hängt vom verklebten Metall ab. Durch Wärmezufuhr und / oder durch Aktivatoren, wie z.B. 4900, kann die Härtung beschleunigt werden.
Vorbereitung der Fügeteile
Zur Erzielung optimaler Festigkeit müssen die Kontaktflächen frei von Öl, Fett und anderen Verunreinigungen sein. Hierfür eignen sich rückstandslos verdampfende Universalentfetter, wie z.B. 9190. Obwohl in manchen Fällen auch ohne Vorreinigung ausreichende Festigkeiten erzielbar sind, sollte aus Gründen der Prozesssicherheit und Reproduzierbarkeit immer gründlich gereinigt werden. Sollte dies nicht möglich sein, so sind jeden Fall Vorversuche und orientierende Festigkeitsprüfungen angeraten.
Verarbeitung
Die Produkte werden gebrauchsfertig geliefert. Sie können je nach Lieferform von Hand direkt aus dem Gebinde oder mit Dosiergeräten verarbeitet werden. Möglich ist der Auftrag auch mittels Schaumstoffrollen, Pinsel oder auch Siebdruckanlagen. Der Produktauftrag erfolgt in der Regel nur einseitig. Es ist darauf zu achten, dass ausreichend Material aufgetragen wird, um den gesamten Spalt zu füllen und die zur Verfügung stehende Klebefläche vollständig auszunutzen. Nur so werden wirklich anaerobe (Luftausschluss) Bedingungen erzielt. Dies ist besonders wichtig, wenn nicht nur Festigkeit, sondern auch Dichtigkeit gefordert wird.
Sollen Stehbolzen in Sacklöcher geklebt werden, so muss eine ausreichende Klebstoffmenge auf den Boden der Bohrung dosiert werden, um Luft durch den Fügevorgang vollständig verdrängen zu können. Auch bei Steckverbindungen empfiehlt es sich, die Teile mit einer leichten (90 °) Drehbewegung zu fügen, um optimale Bauteilbenetzung zu erreichen.
Flächendichtungsprodukte können leicht mit einem Schaumstoffroller aufgetragen oder verteilt werden. Zur Verkürzung der Aushärtungszeit an inaktiven Oberflächen oder bei niedrigeren Umgebungstemperaturen können Aktivatoren, wie z.B. 4900 eingesetzt werden.
Hinweise und Ratschläge
Zum Arbeits- und Gesundheitsschutz: siehe Sicherheitsdatenblatt.
Lagerung
Kühl (<= 25°C), trocken und vor direkter Sonneneinstrahlung geschützt