- Zweikomponentige Klebstoffe
- Epoxidharz-Struktruklebstoffe

Epoxidharz-Strukturklebstoffe
Einführung
Die Epoxidharz-Strukturklebstoffe ermöglichen die Herstellung kostengünstiger Verbindungen an den unterschiedlichsten Werkstoffen. Neben den sehr guten Eigenschaften sind diese Klebstoffe auch resistent gegen die meisten aggressiven Chemikalien, Feuchtigkeit, Öle und Kühlflüssigkeiten.
Aushärtung
Die Epoxidharz-Strukturklebstoffe härten aus, nachdem die Harz- und die Härterkomponente im angegebenen Verhältnis vermischt sind. Sie werden oft in praktischen Doppelkammerkartuschen angeliefert und beim Ausdrücken über ein statisches Mischrohr exakt gemischt und zur Verarbeitung bereitgestellt. Die für die Mischung geltende Topfzeit und andere wichtige Detailinformationen können den entsprechenden technischen Datenblättern entnommen werden.
Eigenschaften
Epoxidharz-Strukturklebstoffe zeichnen sich durch hohe Festigkeiten an den unterschiedlichsten Materialien aus. Aufgrund der gut einstellbaren Aushärtegeschwindigkeiten (Topfzeiten) sind sie auch für grossflächige Klebungen gut geeignet. Durch spezielle Füllstoffe sind auch brandhemmende, isolierende oder leitende Einstellungen herstellbar.
Zugscherfestigkeit nach DIN EN 1465
Aushärtung: 16 Stunden bei 40 °C und 24 Stunden bei 23 °C
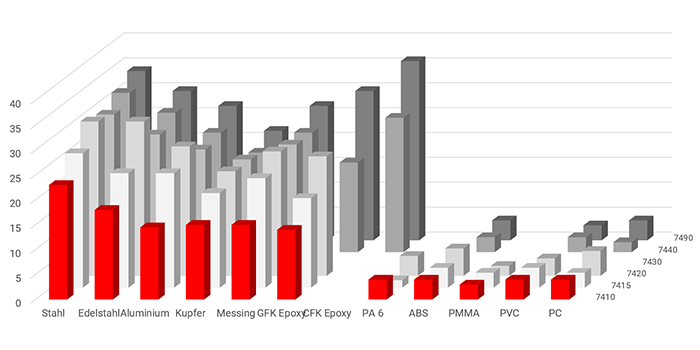
Metalle sandgestrahlt / Kunststoffe gereinigt
Anwendungsgebiete
Überall da, wo hohe technische Anforderungen erfüllt werden müssen. Diese Produkte eignen sich zum Verkleben von unterschiedlichen Materialien im Motoren- und Maschinenbau. Spezielle, nach Brandschutznorm DIN EN 45545-2 geprüfte Produkte sind auch im Schienenfahrzeugbau einsetzbar. Sie verkleben unterschiedliche CFK oder GFK – Composites untereinander und auch mit Metall. Isolierende, oder auch thermisch oder elektrisch leitende Modifikationen, erlauben das Kleben und den Verguss eletronischer Komponenten, wie z.B. Sensoren, Stecker oder Kabelverbunde. Die empfohlene Einsatztemperatur liegt, je nach Produkt, zwischen - 60 °C und +180 °C.
Gebrauchsanweisung
Zweikomponentige Epoxidharz-, Acrylat- und Methylmethacrylat-Strukturklebstoffe, MS-Polymere und Polyurethan-Klebstoffe in Doppelkammerkartuschen sowie Füll- und Spachtelmassen in Dosen
Allgemeines
Epoxidharze und MMA-Strukturklebstoffe sind zweikomponentige Produkte, die zum Verkleben, Vergiessen, Dichten und Beschichten vorwiegend in der Elektrotechnik, Elektronik und im Maschinen-, Werkzeug- und Aggregatbau Verwendung finden. Sie sind oft in Doppelkammerkartuschen abgefüllt und können mittels Dosierpistole und statischem Mischrohr einfach gemischt und dosiert werden. Dieses Systems ist im gesamten industriellen Bereich bekannt und gut etabliert
Aushärtung und Verarbeitung
2-K-Produkte härten durch das Vermischen beider Komponenten bei Raumtemperatur aus. Nach Überschreiten der Topfzeit findet ein Viskositätsanstieg bis zur vollständigen Aushärtung statt. Dieser Verlauf ist produkt- und mengenabhängig und kann sehr schnell und stark exotherm verlaufen. Schnellhärtende Produkte sollten aufgrund der exothermen Reaktion in entsprechend kleinen Ansätzen verarbeitet werden. Gegebenenfalls ist für gute Wärmeableitung zu sorgen. Höhere Temperaturen verkürzen die Aushärtungszeit und erhöhen die Festigkeit.
Vorbereitung der Fügeteile
Zur Erzielung optimaler Verbundfestigkeit müssen die Kontaktflächen frei von Öl, Fett und anderen Verunreinigungen sein. Hier bietet sich schnell und rückstandsfrei verdampfende Reiniger, wie z.B. 9190 an. Die Entfetter werden entweder als Spray oder als Flüssigkeit im Kanister angeboten. Im Vorfeld sollte geprüfte werden, ob der Bauteilwerkstoff beständig gegen den Reiniger ist.
Bei Einsatz einer neuen Kartusche ist wie folgt zu verfahren:
- Sicherungshebel der Pistole nach oben drücken und Kolbenstange ganz nach hinten ziehen
- Kartusche in die Pistole einlegen und einrasten
- Kolbenstange bis zum Widerstand in die Kartusche einschieben
- Kartuschenverschluss entfernen
- Pistole vorsichtig so lange betätigen, bis aus beiden Öffnungen Produkt austritt. Die Kartuschen sind üblicherweise überfüllt, so dass kein Verlust entsteht
- Mischrohr aufsetzen und entweder durch eine 90°-Drehung oder durch Aufschrauben der Überwurfmutter arretieren.
- Vor Verwendung einen Mischrohrinhalt herausdrücken und verwerfen.
- Der Klebstoffauftrag erfolgt in der Regel nur auf ein Bauteil. Beidseitiger Auftrag ist, je nach Anwendungsfall, jedoch auch möglich. Nach dem Auftragen des Klebstoffes ist der Fügeprozess und eventuelles Fixieren unter Berücksichtigung der Topfzeit vorzunehmen.
- Sind die Verarbeitungspausen kürzer als die Topfzeit des jeweiligen Produktes, kann mit demselben Mischrohr weitergearbeitet werden.
- Bei Arbeitsende oder längeren Unterbrechungen kann das Mischrohr als Verschluss auf der Kartusche verbleiben.
- Vor der Weiterverarbeitung wird das alte Mischrohr entfernt und ein neues Mischrohr aufgesetzt.
Hinweise und Ratschläge
Zum Arbeits- und Gesundheitsschutz: siehe Sicherheitsdatenblatt.
Lagerung
Kühl (<= 25°C), trocken und vor direkter Sonneneinstrahlung geschützt oder gemäss Technischem Datenblatt